Литьё изделий из пластмассы
Литье изделий из пластмассы под давлением. Крупногабаритное литьё пластмассовых изделий. Двухкомпонентное литьё пластмассовых........ | Заказ пресс-формВысокоточное изготовление оснастки – это то, с чего начинается успех полимерного производства. Современная технологическая оснастка........ |
|
|
Технология литья пластмасс
Литье под давлением изделий из пластмассы – процесс, во время которого материал переводится в вязко-текучее состояние и затем впрыскивается под давлением в форму, где происходит оформление изделия.
Методом литья под давлением изделий из пластмассы производят штучные изделия массой от долей грамма до десятков килограммов. Этот способ является наиболее распространенным в переработке большинства промышленных термопластов. Кроме того, литьем под давлением производят изделия армированные, гибридные, полые, многоцветные, из вспенивающихся пластиков и др.
Основным оборудованием процесса является термопласт-автомат, оснащенный пресс-формами. Отличительной особенностью метода является его цикличность, что ограничивает его производительность.
Отличительной особенностью метода является его цикличность, что ограничивает его производительность.
К основным достоинствам литья под давлением относятся:
- универсальность по видам перерабатываемых пластиков,
- высокая производительность,
- высокое качество получаемых изделий,
- возможность изготовления деталей весьма сложной конфигурации или тонкостенных изделий,
- отсутствие дополнительной обработки конечного продукта (за исключением операции удаления литников),
- полная автоматизация процесса.
Недостатки метода:
- литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями;
- применение термопласт-автоматов для реализации конкретного технологического процесса требует квалифицированного технико-экономического обоснования.
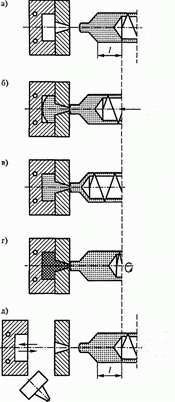
Принципиально, суть технологии литья под давлением состоит в следующем (рис. 1). Расплав полимера подготавливается и накапливается в материальном цилиндре литьевой машины (в данном случае - червячного типа) к дальнейшей подаче в сомкнутую форму (позиция "а").
Затем материальный цилиндр смыкается с узлом формы, а пластикатор (в нашем случае - невращающийся червяк) в процессе осевого движения перемещает расплав в форму (позиция "б"). В результате чего форма заполняется расплавом полимерного материала, а пластикатор смещается в крайнее левое (на рисунке) положение (позиция "в").
Далее расплав в форме застывает (или отверждается - в случае реактопластов) с образованием твердого изделия (позиция "г"). Материальный цилиндр продолжает оставаться в сомкнутом с системой формы положении. В этой ситуации червяк начинает вращаться с заданной скоростью, подготавливает и транспортирует расплав в переднюю зону материального цилиндра и при этом отодвигается назад. В конце накопления требуемого объема расплава вращение червяка прекращается. Он занимает исходное положение.
После завершения процесса затвердевания (отверждения) пластмассы форма размыкается, и изделие удаляется из нее (позиция "д"). Для облегчения съема изделия материальный цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под давлением повторяется.
| Процесс литья под давлением можно разбить на следующие стадии: 1. Дозирование материала и загрузка его в цилиндр. К технологическим параметрам литья под давлением относятся: температура пластикационного цилиндра, температура формы, удельное давление литья и продолжительность стадий цикла. Температура пластикации должна быть выше температуры текучести полимера на 10 – 20°С. При более высоких температурах уменьшается вязкость расплава, облегчаются условия формования, повышается производительность литьевой машины, но увеличивается скорость термической и термоокислительной деструкции. Температура формы должна быть меньше температуры размягчения полимера, но слишком низкая температура формы может быть препятствием к нормальному её заполнению при впрыске. |

|